
Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent


News
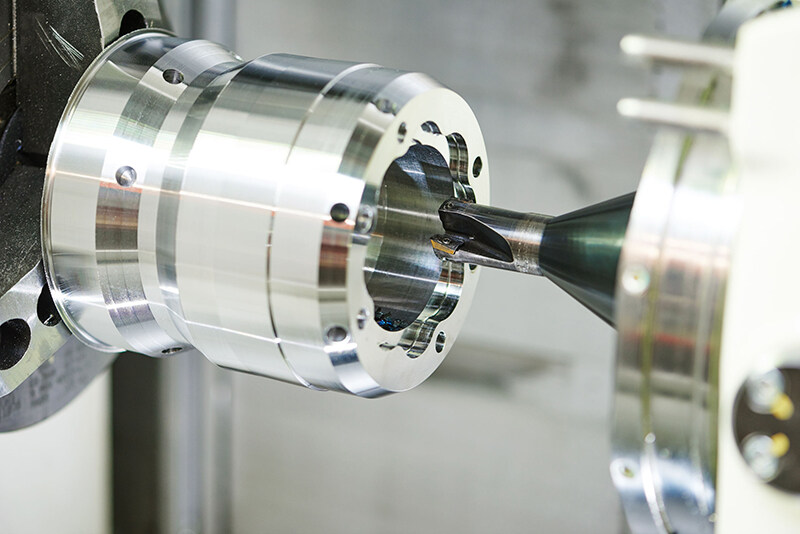
High Speed Precision Machining You Have Never Seen
The first problem to be solved in precision machining is machining accuracy, including geometric tolerance, dimensional accuracy, and surface condition; The second is processing efficiency. Some processing can achieve better processing accuracy, but it is difficult to achieve high processing efficiency. Precision machining includes micromachining, ultra micromachining, finishing, and other processing technologies. Traditional precision machining methods include abrasive belt grinding, precision cutting, honing, precision grinding, and polishing.
Abrasive belt grinding
It uses the blended cloth with abrasive to process the workpiece. It belongs to the category of coated abrasive grinding. It has the characteristics of high productivity, good surface quality, a wide range of use, and so on.
Precision cutting
Also known as diamond tool cutting (SPDT), it is used for cutting with high-precision machine tools and single crystal diamond tools. It is mainly used for the precision machining of soft metals such as copper and aluminum that are not suitable for grinding, such as magnetic drums for computers, magnetic disks, and metal reflectors for high-power lasers. The machining accuracy is 1-2 levels higher than that of general cutting.
Honing
The honing head composed of oilstone sand bar moves back and forth along the surface of the workpiece under a certain pressure, and the surface roughness after processing can reach ra0.4~0.1 µ m, preferably Ra0.025 µ m. It is mainly used for processing cast iron and steel, not for processing non-ferrous metals with small hardness and good toughness.
Precision grinding and polishing
Through the abrasive and machining fluid between the workpiece and tool, the workpiece and the grinding tool make mutual mechanical friction, so that the workpiece can reach the required size and accuracy. Precision grinding and polishing can achieve the precision and surface roughness that cannot be achieved by other processing methods for metal and non-metal workpieces. The roughness of the ground surface RA ≤ 0.025 µ M. the processing metamorphic layer is very small, the surface quality is high, and the precision grinding equipment is simple. It is mainly used for the processing of plane, cylindrical surface, gear tooth surface, and mating parts with sealing requirements, as well as gauges, gauge blocks, fuel injection nozzles Finishing the valve body, and valve core.
Polishing
It is a kind of micromachining on the surface of the workpiece by mechanical, chemical, and electrochemical methods, which is mainly used to reduce the surface roughness of the workpiece. The commonly used methods are manual or mechanical polishing, ultrasonic polishing, chemical polishing, electrochemical polishing, and electrochemical mechanical composite processing. After manual or mechanical polishing, the workpiece surface roughness Ra ≤ 0.05 µ m, which can be used for the polishing of plane, cylindrical surface, curved surface, and mold cavity. The ultrasonic polishing accuracy is 0.01~0.02 µ m, and the surface roughness is ra0.1 µ M. The surface roughness of chemical polishing is generally RA ≤ 0.2 µ M. Electrochemical polishing can be increased to ra0.1~0.08 µ M.
We are a cnc precision machining, precision machining near me, custom precision machining exporter supplier wholesaler, our products satisfy our customers. And we want to be your long-term partner, any interests, welcome to contact us.