Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent



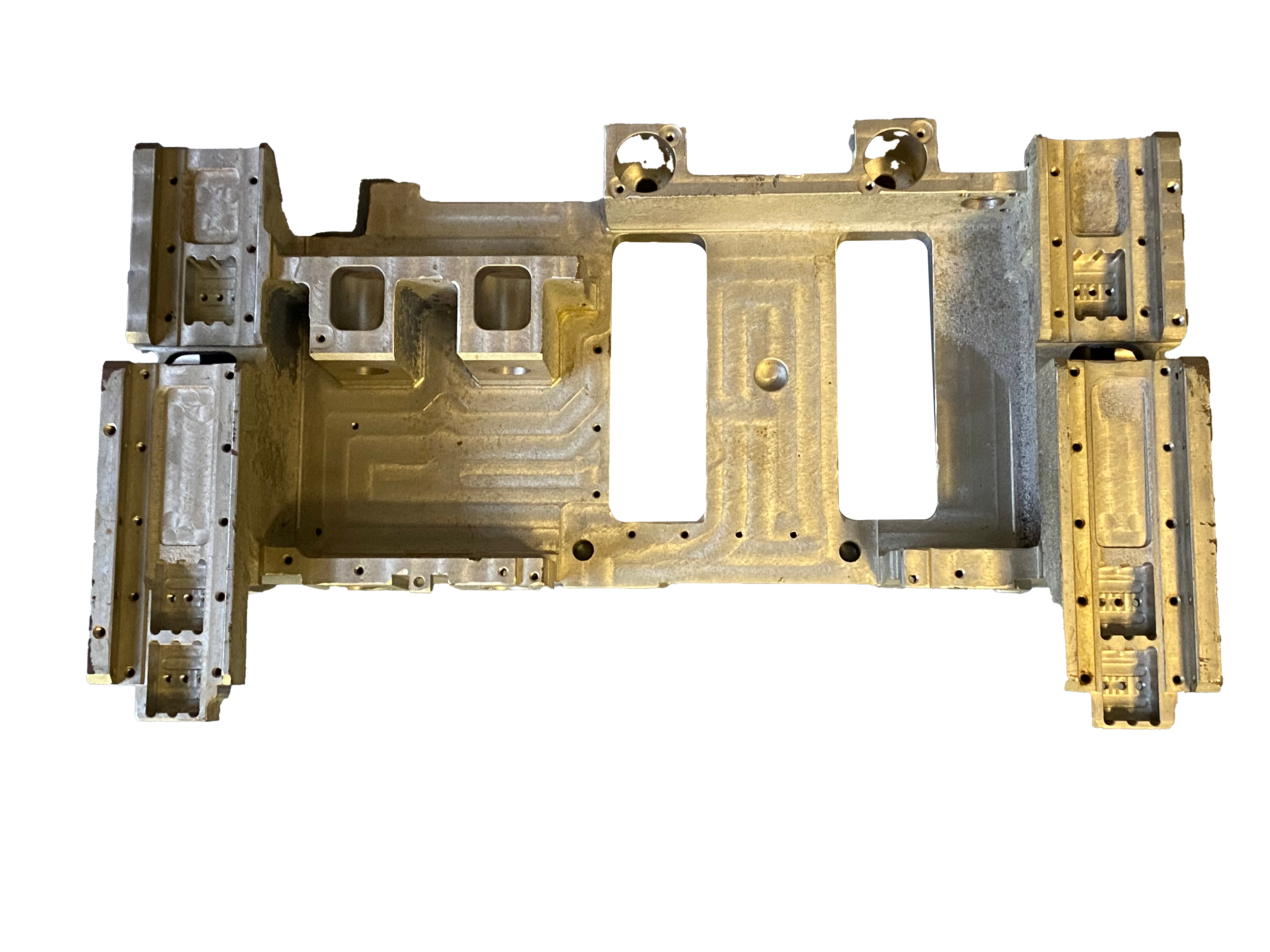
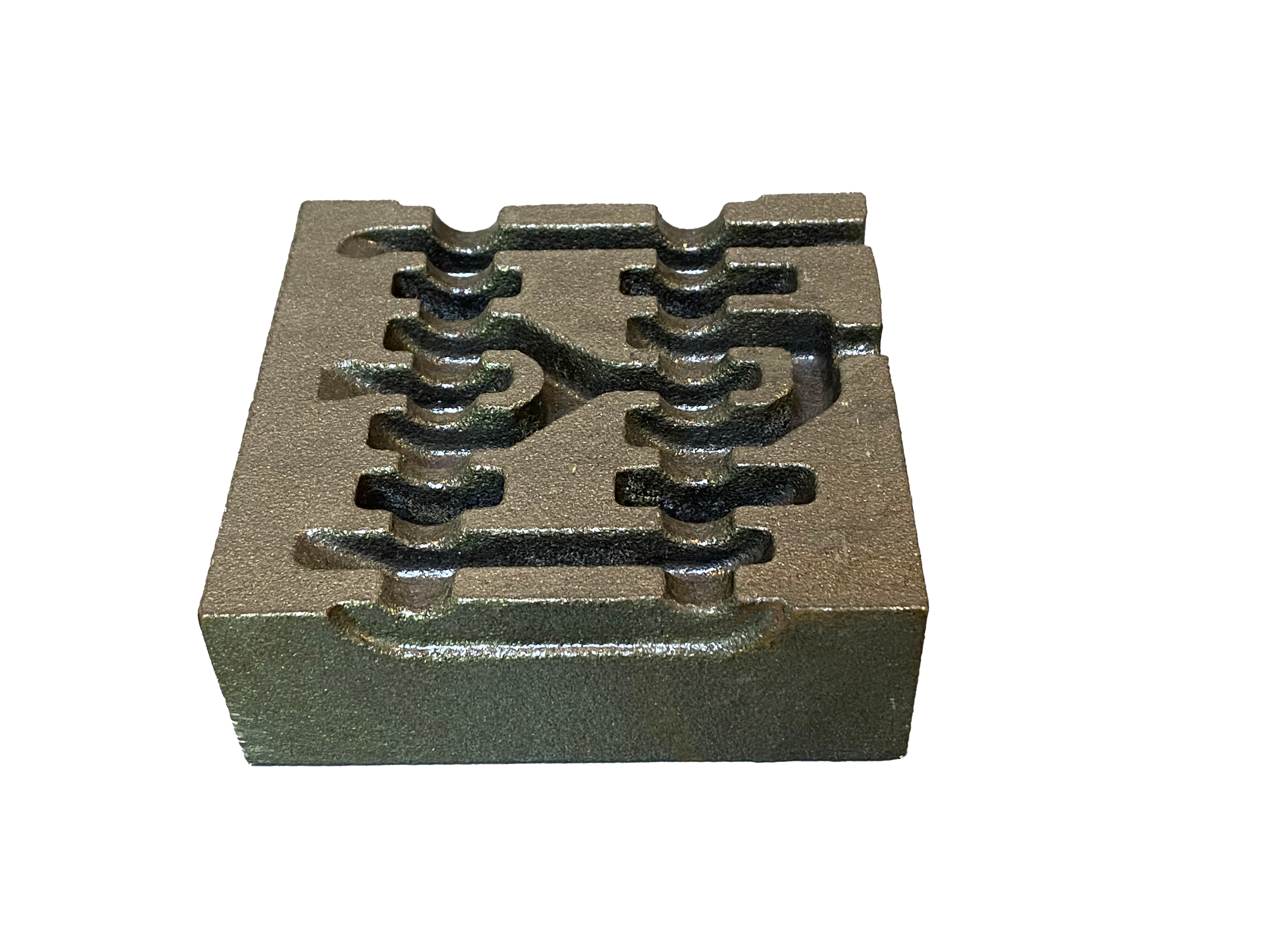
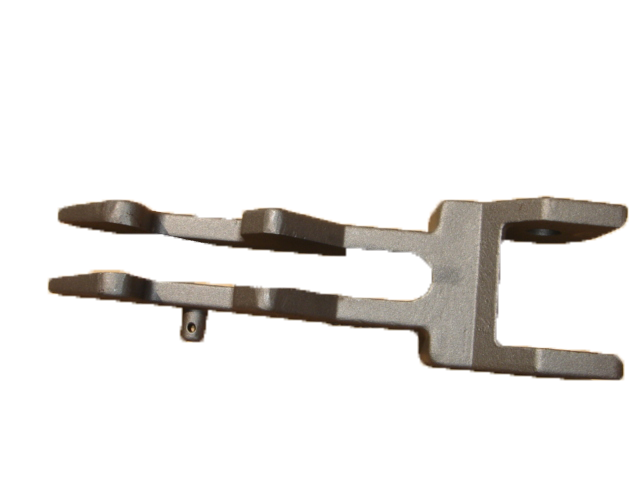
Iron casting
Castings made using the sand casting technique are created in sand molds. Steel, iron, and the majority of non-ferrous alloy castings can be produced using sand casting. Sand casting can be adapted to single-piece manufacturing, batch production, and mass production since the modeling materials used in the process are inexpensive and simple to get, and the molds are simple to build. It has long since evolved into the fundamental step in casting manufacturing.
Benefits of cast iron
- It is available in large quantities, hence produced in mass scale. Equipment for casting process are relatively cheap. So the cost of its products is low.
- It can be given any complex shape and size without using costly machining operations
- It has three to five times more compression strength compared to steel
- It has good machinability for gray cast iron.
- It has outstanding anti-vibration (or damping) performance, thus it is used to make machine frames
- It has good sensibility
- It has excellent resistance to wear
- It has constant mechanical properties between 20 to 350 degree Celsius
- It has very low notch sensitivity
- It has low stress concentration
- It bears low cost
- It has excellent durability
- It has good performance of resistance to deformation
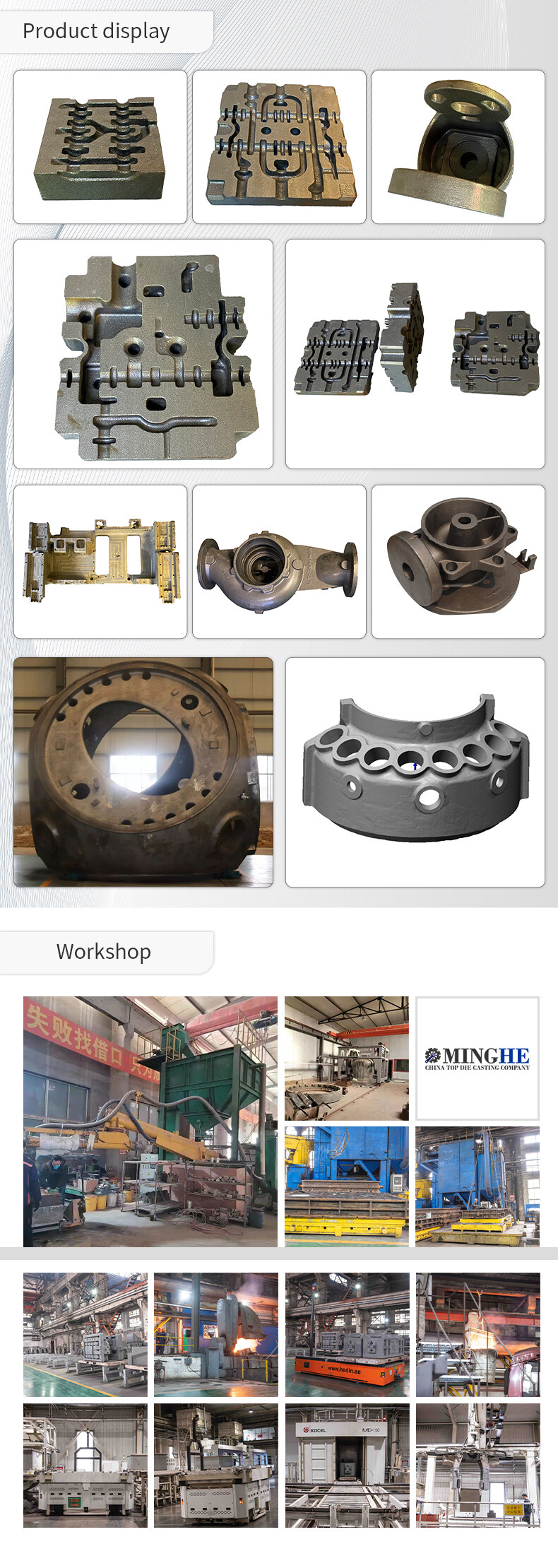
Iron Casting Process In MINGHE
In Minghe, there are 2 main methods for iron casting: sand casting or lost foam casting method.
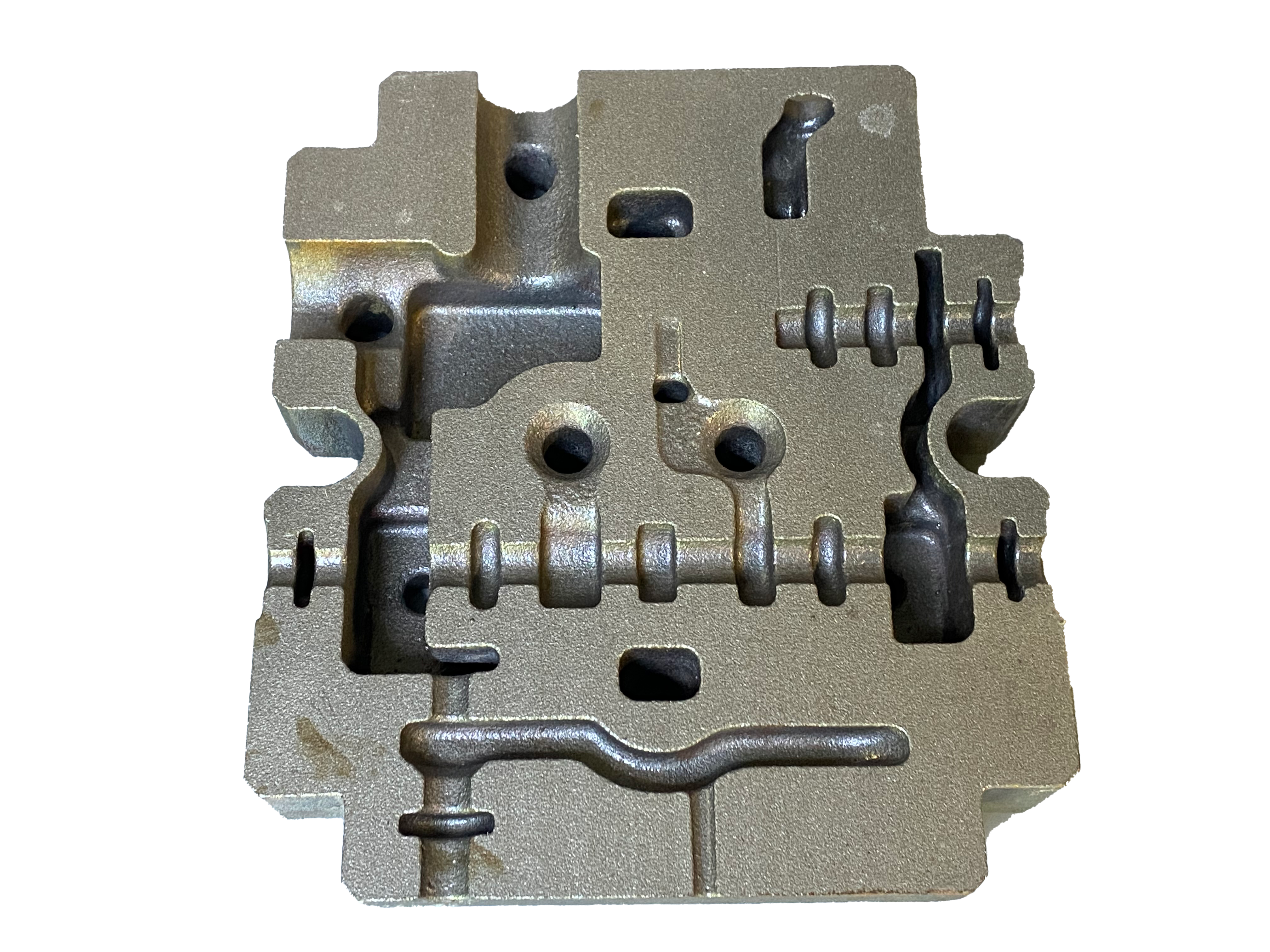
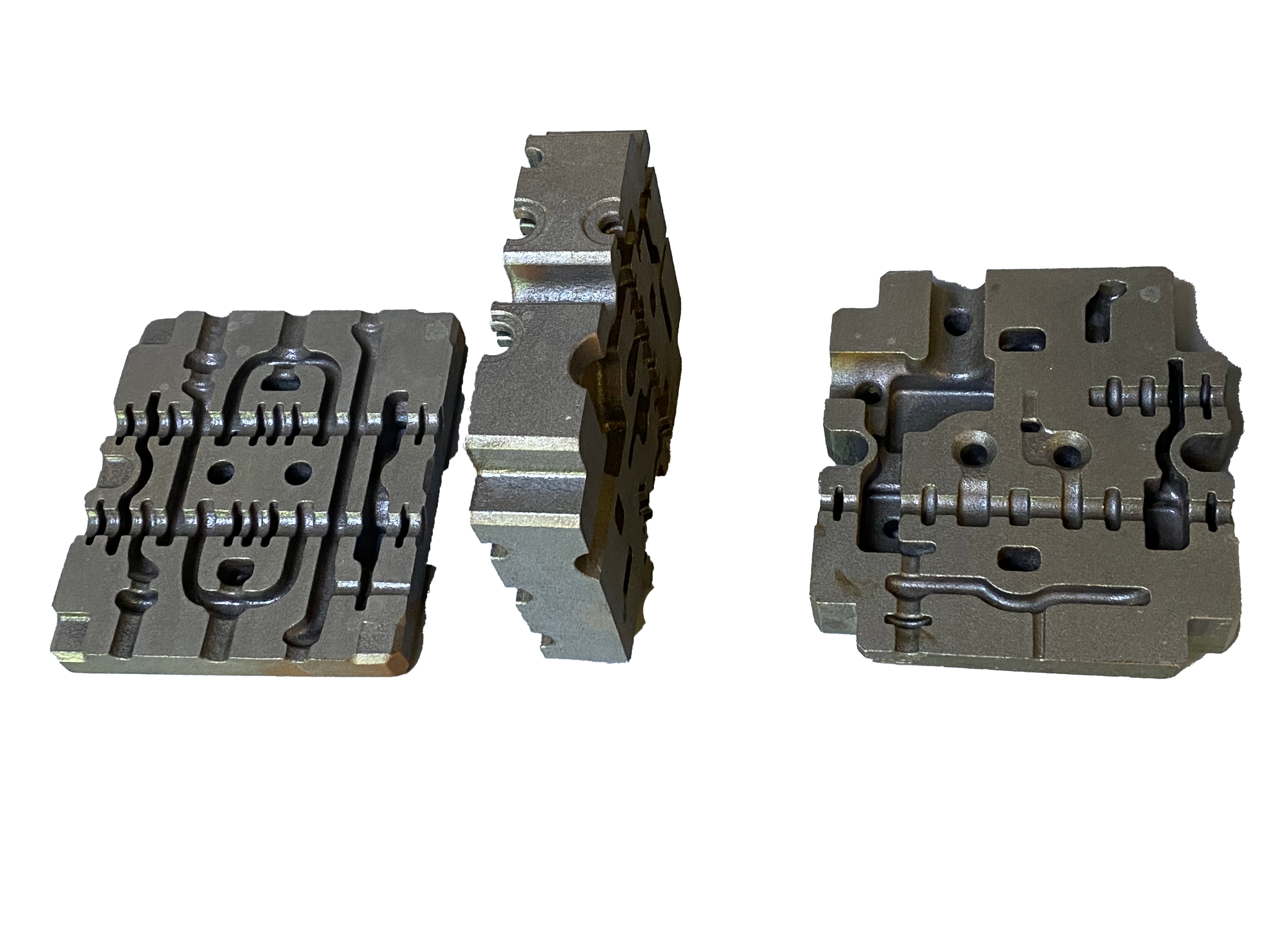
Sand casting
Sand casting is a casting method in which castings are produced in sand molds. Through sand casting, steel, iron and most non-ferrous alloy castings can be obtained. The modeling materials used in sand casting are cheap and easy to obtain, and the molds are easy to manufacture, so sand casting can adapt to single-piece production, batch production and mass production. It has become the basic process in casting production for a long time.
The primary raw materials for making sand molds are foundry sand and sand binder. Siliceous sand is the most commonly used foundry sand. When the high-temperature performance of silica sand cannot meet the requirements of use, special sand like zircon sand, chromite sand, and corundum sand are used. It is necessary to add a sand binder in the casting to bond the loose sand particles to form sand to make the finished sand mold and core have a certain strength and not be out of shape or damaged in the process of handling, molding and pouring of liquid metal. The most widely used molding sand binder is clay, and various drying oils or semi-drying oils, water-soluble silicates or phosphates and various synthetic resins can also be used as molding sand binders. The outer sand molds used in sand casting can be classified into three types: clay green sand, clay dry sand and chemical hardened sand according to the binder used in the sand and the way it builds its strength.
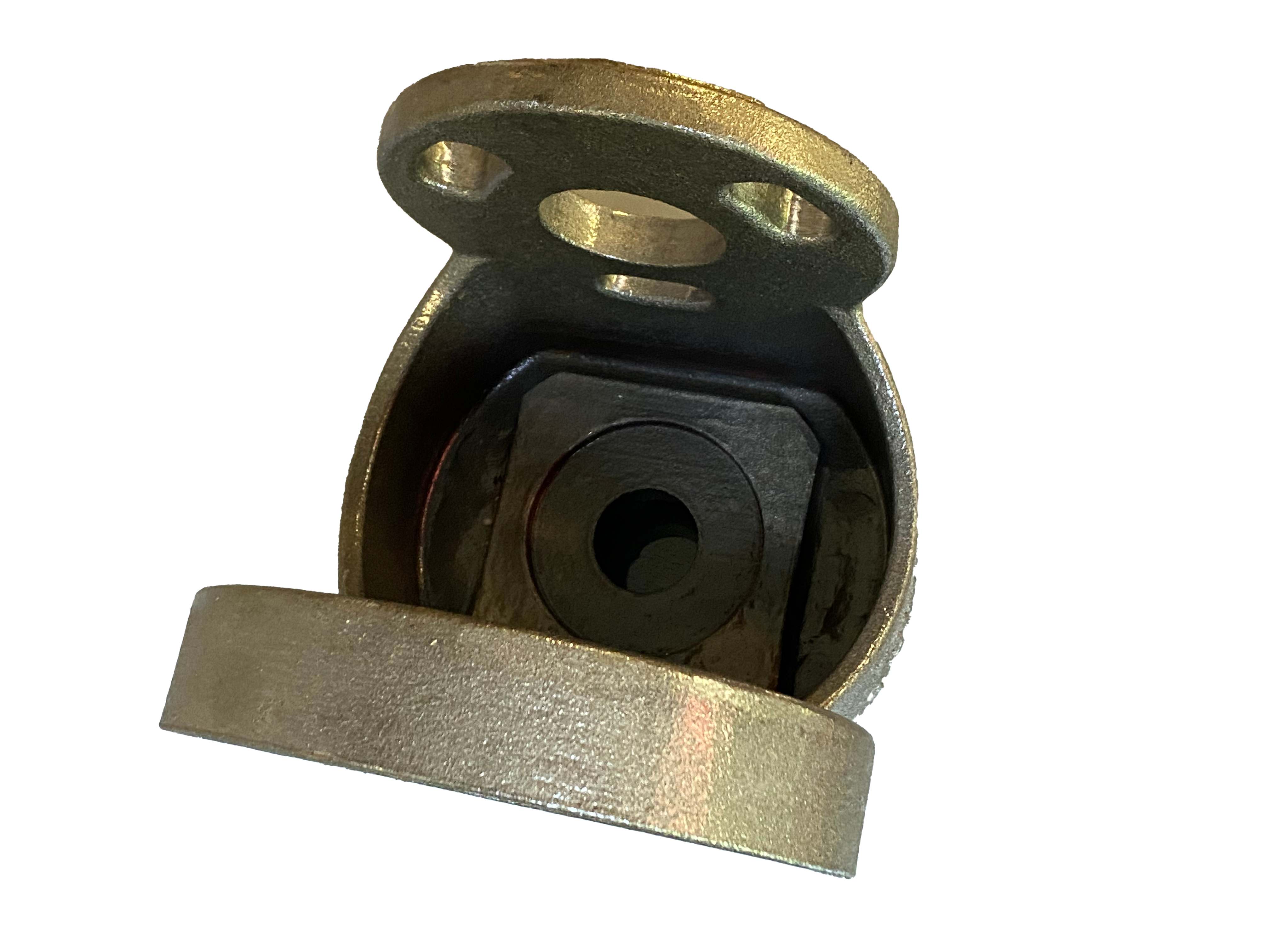
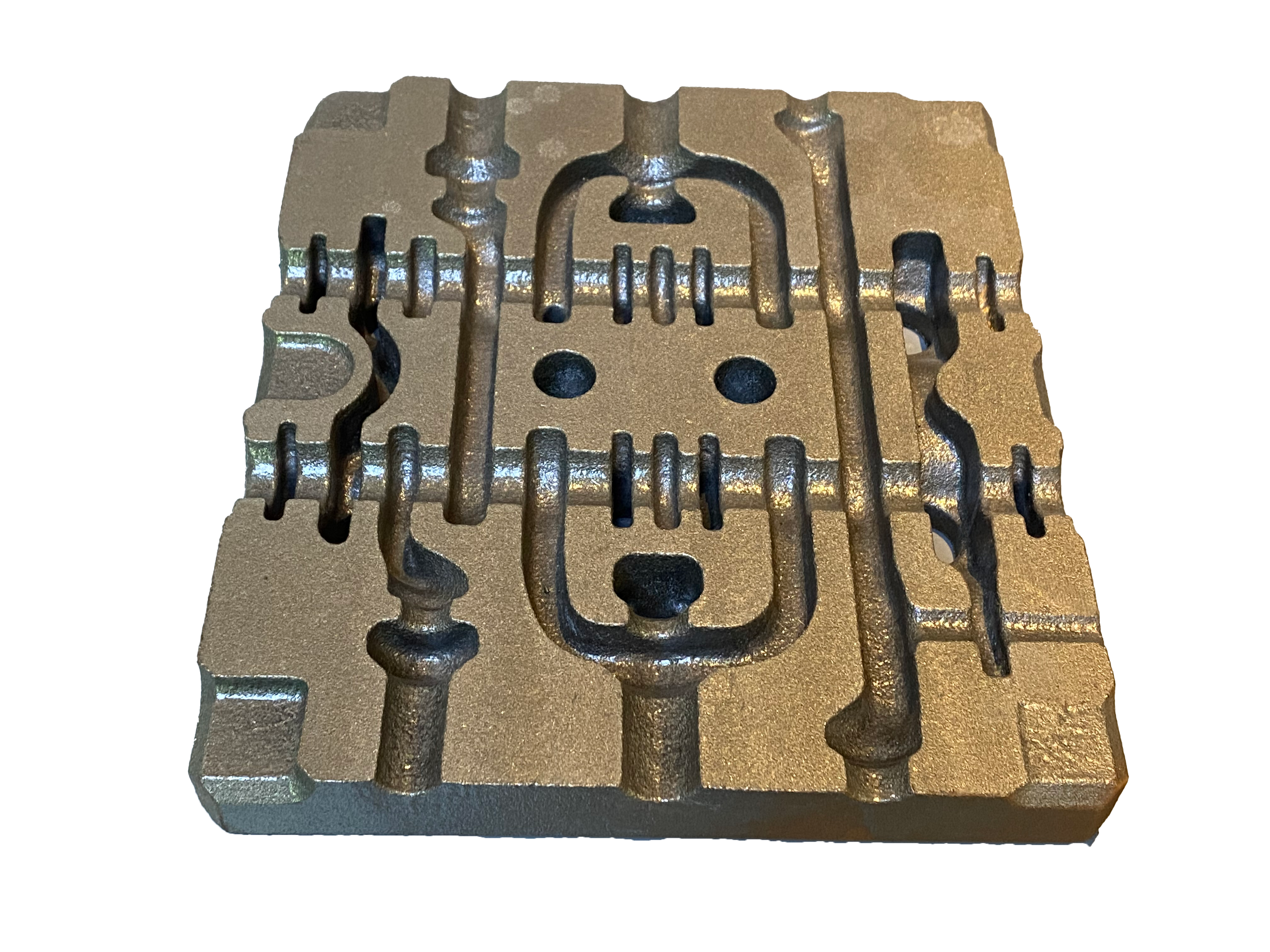
Lost foam casting
Lost Foam Casting is to combine paraffin wax or foam models that are similar in size and shape to the castings to form clusters. After brushing and drying refractory coatings, they are buried in dry quartz sand for vibration modeling. It is a new casting method that makes the model gasify, liquid metal occupies the position of the model, and solidifies and cools.
Since the binderless dry sand often collapses during the pouring process, A. Wittemoser in Germany adopted the so-called "magnetic casting" in 1967. In 1971, Nagano of Japan invented the V method (vacuum casting method). Inspired by this, today's lost foam casting also uses vacuum to fix the sand in many places. Therefore, the lost foam casting technology has developed rapidly all over the world in the past 20 years.
FAQ
How to order?
First, Customer could send us your sample or drawing, such as 2D and 3D drawing(IGS or STP format). Second, Our engineers will check the drawing carefully and then provide you a better price. Thirdly, If you accept, then order confirmed.
Where is your factory?
Our factory located on Dongguan which is a beautiful city which is very near Guangzhou and Shenzhen. You can fly to Shenzhen Bao'an International Airport (ZGSZ) or Guangzhou Baiyun International Airport (ZGGG), we will pick you up at the airport.
Are you a factory or trade company?
We are a factory. We provide you one-stop service, from mold design to finish part.
How to ship?
The sample of die casting and CNC machining or small order is usually sent by TNT, FEDEX, UPS etc, and the big order is sent by air or sea after confirmation of clients.
What is your terms of payment ?
Die casting mould payments: advanced payment 40% after contract signing;
The 60% balance will be paid after approval of mould by customer.
The payment term of die casting orders: T/T, 30% as deposit be paid before production by T/T, 70% be paid before delivery.